
ഉൽപ്പന്നം




കാലാവസ്ഥ പ്രതിരോധം കട്ടിയുള്ള ഫിലിം പൗഡർ അഗ്നി പ്രതിരോധ കോട്ടിംഗ്
കൂടുതൽ വിശദാംശങ്ങൾ
*വീഡിയോ:

*ഉൽപ്പന്ന സവിശേഷതകൾ:
1. ഈ ഉൽപ്പന്നം ഒരുഉയർന്ന റിഫ്രാക്റ്ററി സ്വഭാവമുള്ള പ്രകൃതിദത്ത അജൈവ വസ്തുക്കൾപ്രധാന വസ്തുവായി. പോളിമർ ബൈൻഡറുള്ള ഉയർന്ന താപനിലയിലുള്ള അഗ്നി പ്രതിരോധ സംരക്ഷണ കോട്ടിംഗും 3 മണിക്കൂറോ അതിൽ കൂടുതലോ അഗ്നി പ്രതിരോധ പരിധിയും ഉപയോഗിച്ചാണ് ഇത് നിർമ്മിച്ചിരിക്കുന്നത്.
2, ഉൽപ്പന്നം രണ്ട് ഘടകങ്ങളുള്ള സ്വയം ഉണക്കുന്ന കോട്ടിംഗാണ്, നിർമ്മിക്കാൻ എളുപ്പമാണ്, സ്പ്രേ ചെയ്യാനും സ്മിയർ ചെയ്യാനും കഴിയും.
3. ഈ ഉൽപ്പന്നത്തിന്റെ ആവരണംവേഗം ഉണക്കുക27 ദിവസത്തെ ക്യൂറിംഗിന് ശേഷം, കോട്ടിംഗ് വരണ്ടതും മുട്ടുന്നതിനെ പ്രതിരോധിക്കുന്നതുമാണ്, കൂടാതെ മികച്ച വൈബ്രേഷനും കാലാവസ്ഥ പ്രതിരോധവുമുണ്ട്.
4. ഈ ഉൽപ്പന്നംബെൻസീൻ, ആസ്ബറ്റോസ് വസ്തുക്കൾ അടങ്ങിയിട്ടില്ല.ഉയർന്ന താപനിലയിൽ സമ്പർക്കം പുലർത്തുമ്പോൾ ഇത് വിഷാംശമുള്ളതും ദോഷകരവുമായ വസ്തുക്കൾ പുറത്തുവിടുന്നില്ല, മാത്രമല്ല മനുഷ്യശരീരത്തിന് ദോഷകരവുമല്ല. താപ ചാലകത കുറവാണ്, കൂടാതെ ഉരുക്കിന്റെ അഗ്നി പ്രതിരോധ പരിധി 3 മണിക്കൂറിൽ കൂടുതലാണ്.
*ഉൽപ്പന്ന ആപ്ലിക്കേഷൻ:
1. നിർമ്മാണത്തിന് മുമ്പ്, സ്റ്റീൽ ഘടനയുടെ ഉപരിതലം പൊടി നീക്കം ചെയ്ത് വൃത്തിയാക്കി പൂർണ്ണമായും തുരുമ്പ് നീക്കം ചെയ്യണം. തുടർന്ന് ആവശ്യാനുസരണം ആന്റി-റസ്റ്റ് പെയിന്റ് പ്രയോഗിക്കുക, ആന്റി-റസ്റ്റ് പെയിന്റിന്റെ കനം 0.1-0.15mm ആയിരിക്കണം. ആന്റി-റസ്റ്റ് പെയിന്റ് സാധാരണയായി ചുവന്ന ഡാൻ അല്ലെങ്കിൽ എപ്പോക്സി സിങ്ക് അടങ്ങിയ ആന്റി-റസ്റ്റ് പെയിന്റ് ഉപയോഗിച്ചാണ് നിർമ്മിച്ചിരിക്കുന്നത്. ആന്റി-റസ്റ്റ് പെയിന്റ് ധരിച്ച ശേഷം, ഇത് NH-II, WH-II ഔട്ട്ഡോർ കട്ടിയുള്ള സ്റ്റീൽ ഘടന ഫയർപ്രൂഫ് കോട്ടിംഗ് നിർമ്മാണത്തിനായി ഉപയോഗിക്കുന്നു.
2. രണ്ട് ഘടകങ്ങളുള്ള പെയിന്റിലെ പ്രധാന ചേരുവയായ ഡ്രൈ പൗഡറും പ്രത്യേക ബൈൻഡറും 1:0.1-0.2:0.8-1 എന്ന അനുപാതത്തിൽ വെള്ളത്തിൽ കലർത്തി, തുടർന്ന് ഏകതാനമായി കലർത്തി, തുടർന്ന് നിർമ്മാണം നടത്താൻ കഴിയും.
3. നിർമ്മാണത്തിന് മുമ്പ്, പ്രൈമർ 1-2 തവണ ബ്രഷ് ചെയ്യുകയോ അടിവസ്ത്രത്തിന്റെ ഉപരിതലത്തിൽ തളിക്കുകയോ ചെയ്യും. ഉപരിതലം ഉണങ്ങിയ ശേഷം, ഫയർപ്രൂഫ് കോട്ടിംഗ് പ്രയോഗിക്കാം. നിർമ്മാണം സ്പ്രേ ചെയ്യുകയോ സ്മിയർ ചെയ്യുകയോ ചെയ്യാം. ആദ്യത്തെ 1-3 തവണ, കോട്ടിംഗിന്റെ കനം 2-3 മില്ലിമീറ്റർ ആയിരിക്കണം, കൂടാതെ നിർദ്ദിഷ്ട കനം എത്തുന്നതുവരെ ഓരോ കോട്ടിംഗിന്റെയും കനം ഏകദേശം 5-6 മില്ലിമീറ്റർ ആയിരിക്കണം. ഓരോ നിർമ്മാണത്തിനും ഇടയിലുള്ള ഇടവേള 12-18 മണിക്കൂറാണ്. നിർമ്മാണ സ്ഥലത്ത് വായുസഞ്ചാരം നിലനിർത്തണം. കാറ്റിന്റെ വേഗത 5 മീ/സെക്കൻഡിൽ കൂടരുത്. സ്റ്റീൽ ഘടനയുടെ ഉപരിതലത്തിൽ ഘനീഭവിക്കൽ സംഭവിക്കുമ്പോൾ ഇത് നിർമ്മാണത്തിന് അനുയോജ്യമല്ല.
4. പുറത്തോ അല്ലെങ്കിൽ തുരുമ്പെടുക്കുന്ന വാതക പരിതസ്ഥിതിയിലോ, കോട്ടിംഗിന്റെ ഉപരിതല സംരക്ഷണ കോട്ടിംഗ് ചികിത്സിക്കണം. കമ്പനിയാണ് സംരക്ഷണ കോട്ടിംഗ് നൽകുന്നത്. ഓവർലേയുടെ കനം ഏകദേശം 0.25 മിമി ആണ്.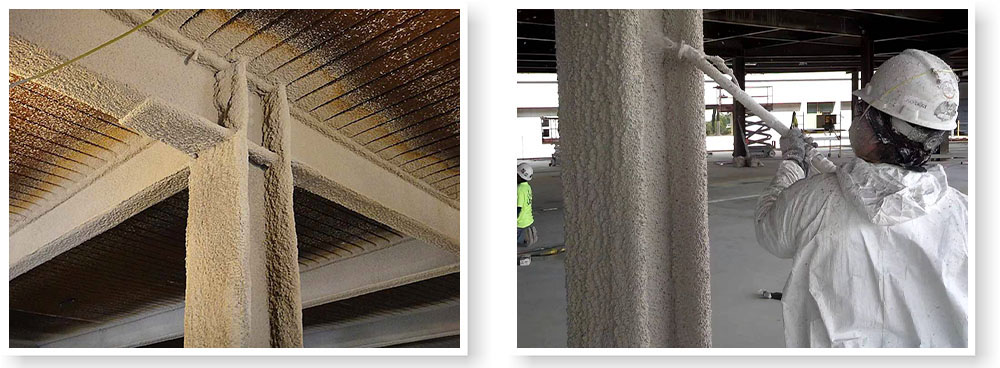
*സാങ്കേതിക ഡാറ്റ:
| ഇല്ല. | ഇനങ്ങൾ | യോഗ്യത | ||
| ഇൻഡോർ സൂചിക | ഔട്ട്ഡോർ സൂചിക | |||
| 1 | കണ്ടെയ്നറിലെ അവസ്ഥ. | കേക്കിംഗ് ഇല്ല, ഇളക്കിയതിനു ശേഷവും ഏകതാനമായ അവസ്ഥ | ||
| 2 | ഉണക്കൽ സമയം | ഉപരിതല ഉണക്കൽ, h | ≤24 | |
| 3 | പ്രാരംഭ ഡ്രൈ ക്രാക്ക് പ്രതിരോധം | 0.5 മില്ലിമീറ്ററിൽ താഴെ വീതിയുള്ള 1 -3 വിള്ളലുകൾ അനുവദനീയമാണ്. | ||
| 4 | ഏകീകൃത ശക്തി, എംപിഎ | ≥0.04 | ||
| 5 | കംപ്രഷൻ ശക്തി, എംപിഎ | ≥0.3 | ≥0.5 | |
| 6 | വരണ്ട സാന്ദ്രത, കിലോഗ്രാം/മീ³ | ≤500 ഡോളർ | ≤650 ≤10 | |
| 7 | ജല പ്രതിരോധം, h | ≥ 24 മണിക്കൂർ, കോട്ടിംഗിന് പാളിയില്ല, നുരയും പതയും ഇല്ല, ചൊരിയലും ഇല്ല. | ||
| 8 | തണുത്തതും ചൂടുള്ളതുമായ ചക്രത്തിനെതിരായ പ്രതിരോധം | ≥ 15 തവണ, കോട്ടിംഗിൽ പൊട്ടൽ ഉണ്ടാകരുത്, അടർന്നുപോകരുത്, നുരയും വരരുത്. | ||
| 9 | കോട്ടിംഗ് കനം, മില്ലീമീറ്റർ | ≤25±2 | ||
| 10 | അഗ്നി പ്രതിരോധ പരിധി, എച്ച് | ≥3 മണിക്കൂർ | ||
| 11 | താപ പ്രതിരോധം, എച്ച് | ≥ 720 ലെയർ ഇല്ല, ഷെഡ്ഡിംഗ് ഇല്ല, ശൂന്യമായ ഡ്രം ഇല്ല, പൊട്ടൽ ഇല്ല | ||
| 12 | ഈർപ്പം, ചൂട് പ്രതിരോധം, എച്ച് | ≥ 504 ലെയർ ഇല്ല, ഷെഡ്ഡിംഗ് ഇല്ല | ||
| 13 | മരവിപ്പ്-ഉരുകൽ പ്രതിരോധം, h | ≥ 15 ലെയർ ഇല്ല, ചൊരിയുന്നില്ല, നുരയുന്നില്ല | ||
| 14 | ആസിഡ് പ്രതിരോധം, എച്ച് | ≥ 360 ലെയർ ഇല്ല, ചൊരിയുന്നില്ല, പൊട്ടുന്നില്ല | ||
| 15 | ആൽക്കലൈൻ പ്രതിരോധം, h | ≥ 360 ലെയർ ഇല്ല, ചൊരിയുന്നില്ല, പൊട്ടുന്നില്ല | ||
| 16 | ഉപ്പ് മൂടൽമഞ്ഞിനെ പ്രതിരോധിക്കുന്ന നാശന പ്രതിരോധം, തവണകൾ | ≥ 30 നുരയുന്നില്ല, വ്യക്തമായ തകർച്ച, മൃദുലത പ്രതിഭാസം | ||
*നിർമ്മാണ രീതി:*
സ്പ്രേ ചെയ്യൽ: വായുരഹിത സ്പ്രേ അല്ലെങ്കിൽ വായു സ്പ്രേ. ഉയർന്ന മർദ്ദത്തിലുള്ള വാതകരഹിത സ്പ്രേ.
ബ്രഷ്/റോൾ കോട്ടിംഗ്: നിർദ്ദിഷ്ട ഡ്രൈ ഫിലിം കനം കൈവരിക്കണം.
*പാക്കേജ്:
പെയിന്റ്: 25 കിലോഗ്രാം/ബാഗ്

ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
-

മെറ്റിനുള്ള ഔട്ട്ഡോർ ഡെക്കറേഷൻ ഫയർ റെസിസ്റ്റന്റ് പെയിന്റ്...
-

അൾട്രാ-നേർത്ത തരം ഇന്റ്യൂമെസെന്റ് ഫയർ റെസിസ്റ്റൻസ് പൈ...
-

വാട്ടർ ബേസ്ഡ് ട്രാൻസ്പരന്റ് വുഡ് ഫയർ റെസിസ്റ്റന്റ് പെയിന്റ്
-
വാട്ടർ ബേസ്ഡ് ഇന്റ്യൂമെസെന്റ് ഫയർ റെസിസ്റ്റന്റ് പെയിന്റ്